Milk reception units used in dairy factories to accept raw milk into the facility are designed to accept raw milk, which is generally carried by milk tankers or milk trucks. These units perform operations such as receiving, measuring, sampling, cleaning, cooling and storing raw milk.
Milk reception units are usually equipped with special sensors and equipment to measure the quality and quantity of raw milk. Additionally, it is designed to provide suitable conditions for the storage of milk. These units take care to maintain hygienic conditions and preserve milk quality from the moment the milk is purchased.
Milk purchasing units are designed and operated in accordance with the standards and hygiene rules determined by the factory. In this way, safe and high-quality processing of raw milk is ensured and the quality of the final products is maintained.
If fresh milk is used;
Milk Scale
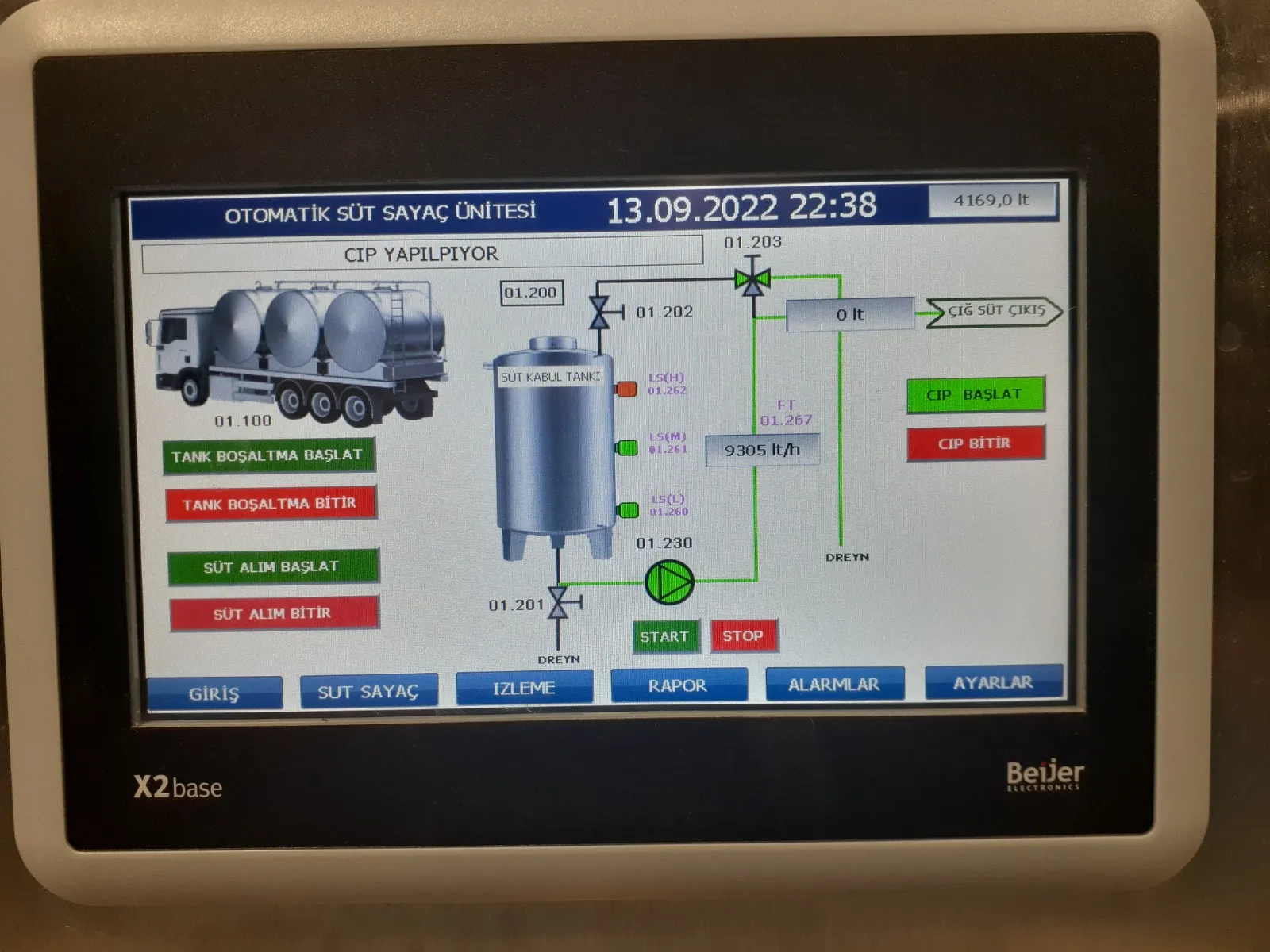
Automatic Milk Intake Unit
Line Filter
Plate Milk Cooling Exchanger (PHE)
Milk Cleaning Separator
Storage Tank
Centrifugal Pumps (Product & CIP)
If Milk Powder is Used;
Milk powder Mixer
AMF Dosing (milk fat) System
RO water dosing (with Flowmeter)< br />
Agitator Storage Tanks
Line Filter
Centrifugal Pumps
To get more information and offers Please contact us at info@idealproses.com