-
In food facilities, pasteurization is a very critical step in the processing of products such as milk, ice cream and fruit juice. This process ensures that the products are free from the harmful effects of microorganisms and ensures that a safe product is offered to the end user. In this context, plate and tubular pasteurizers play an important role in the food industry and offer a number of advantages.
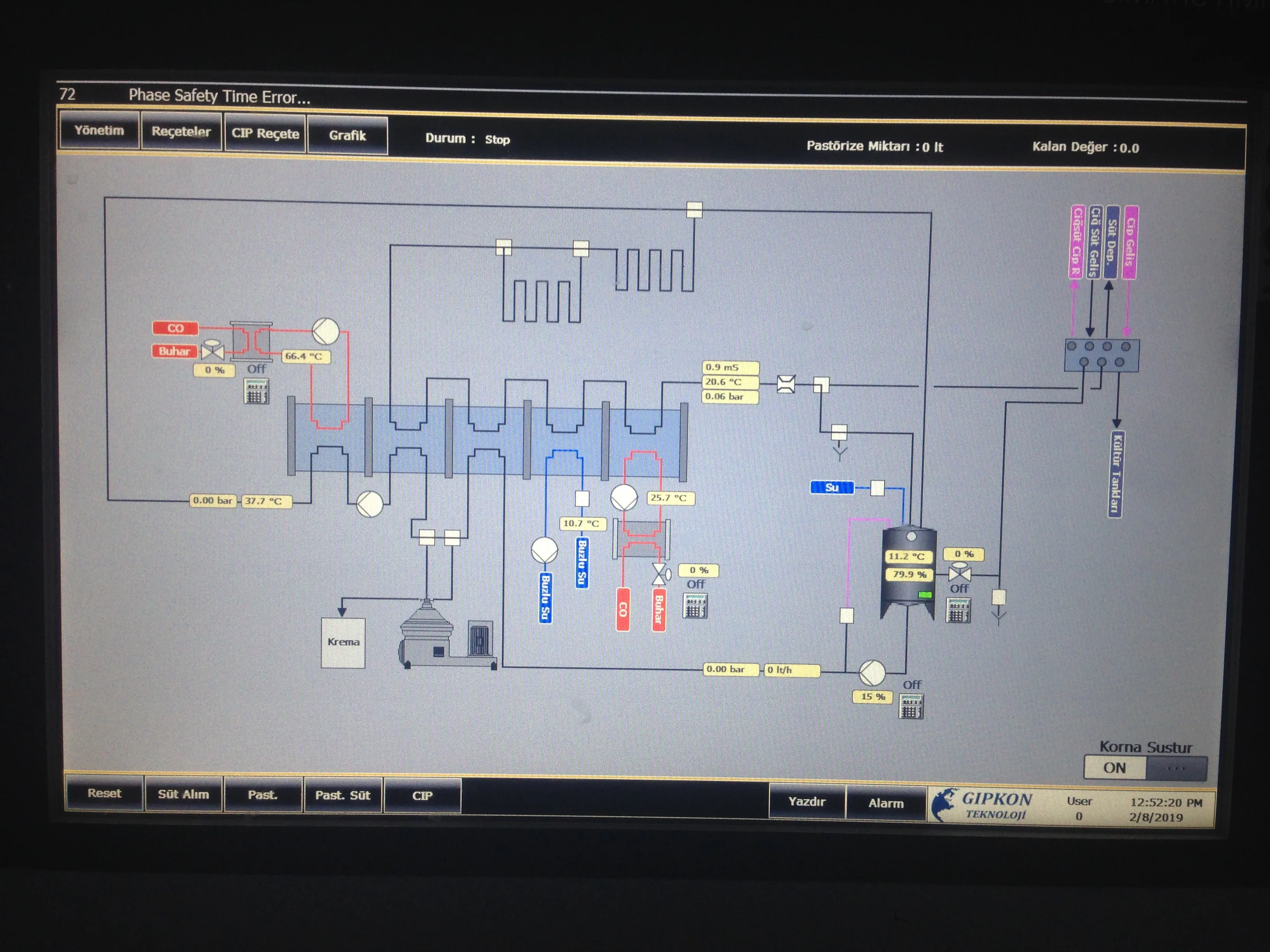
The pasteurizer ensures that products are pasteurized quickly and effectively. These systems ensure the destruction of microorganisms by precisely controlling the temperature of the products. Thus, the shelf life of the products is extended and fresh products are offered to the consumer for a longer period of time.
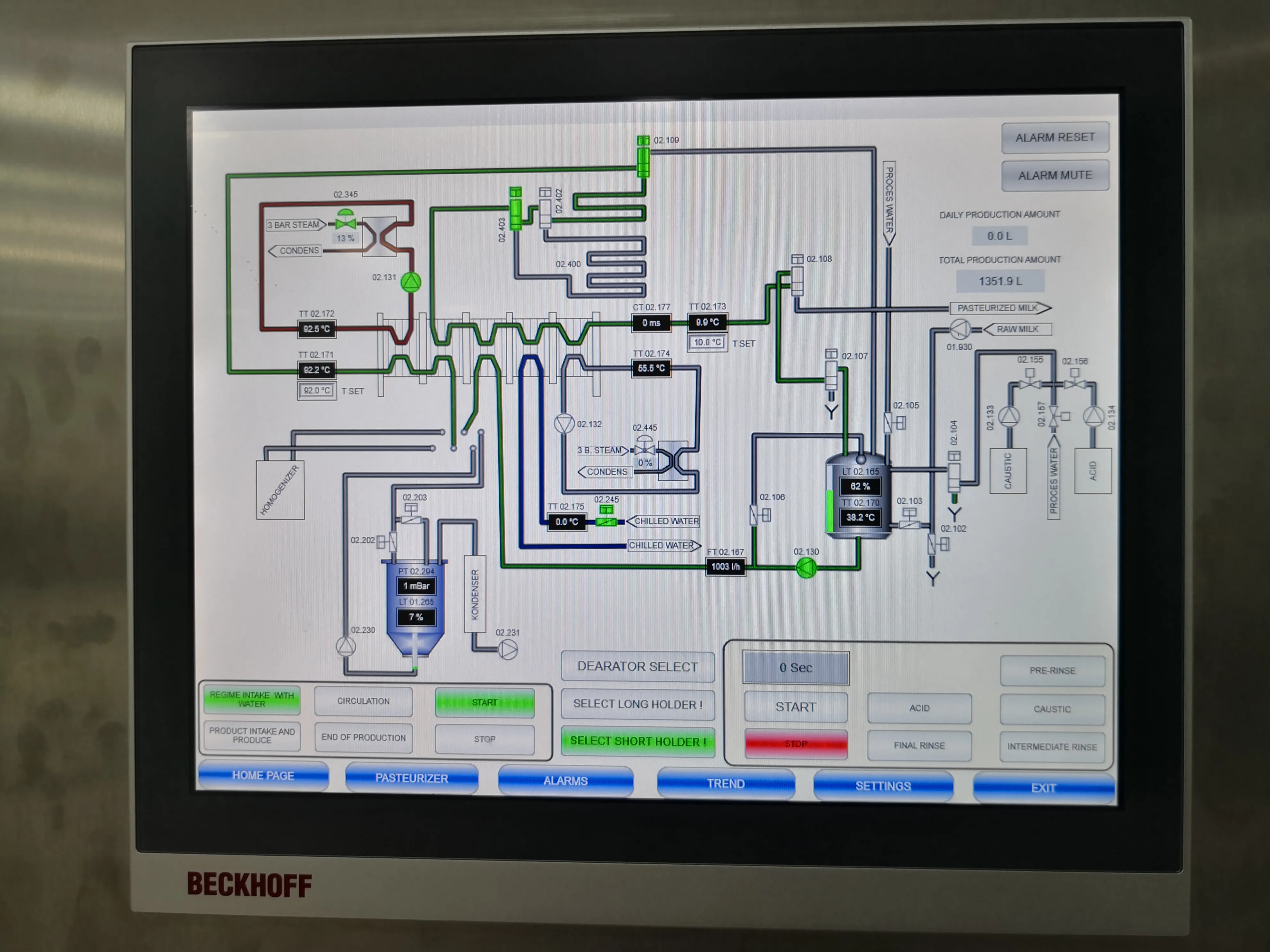
In addition, the Pasteurizer makes the production process more efficient when combined with automation. Thanks to automation, parameters such as flow rate, temperature and time are precisely controlled and constantly monitored. This reduces the risk of human error and increases product quality.
In addition, the modular structure of Pasteurizers provides flexibility to production facilities. They can be easily adjusted to suit the processing of different products. This increases the production diversity of the facilities and enables faster response to market demands.
As a result, the Pasteurizer forms an important part of the pasteurization process in food facilities. It ensures product safety and increases production efficiency with its fast, effective and automatic operations. Therefore, the use of pasteurizers in the food industry is vital and offers significant advantages for facilities. While it minimizes the risk of human error thanks to its high automation level, it ensures that the product quality is always at the desired level by monitoring every stage of the process with continuous data recording.
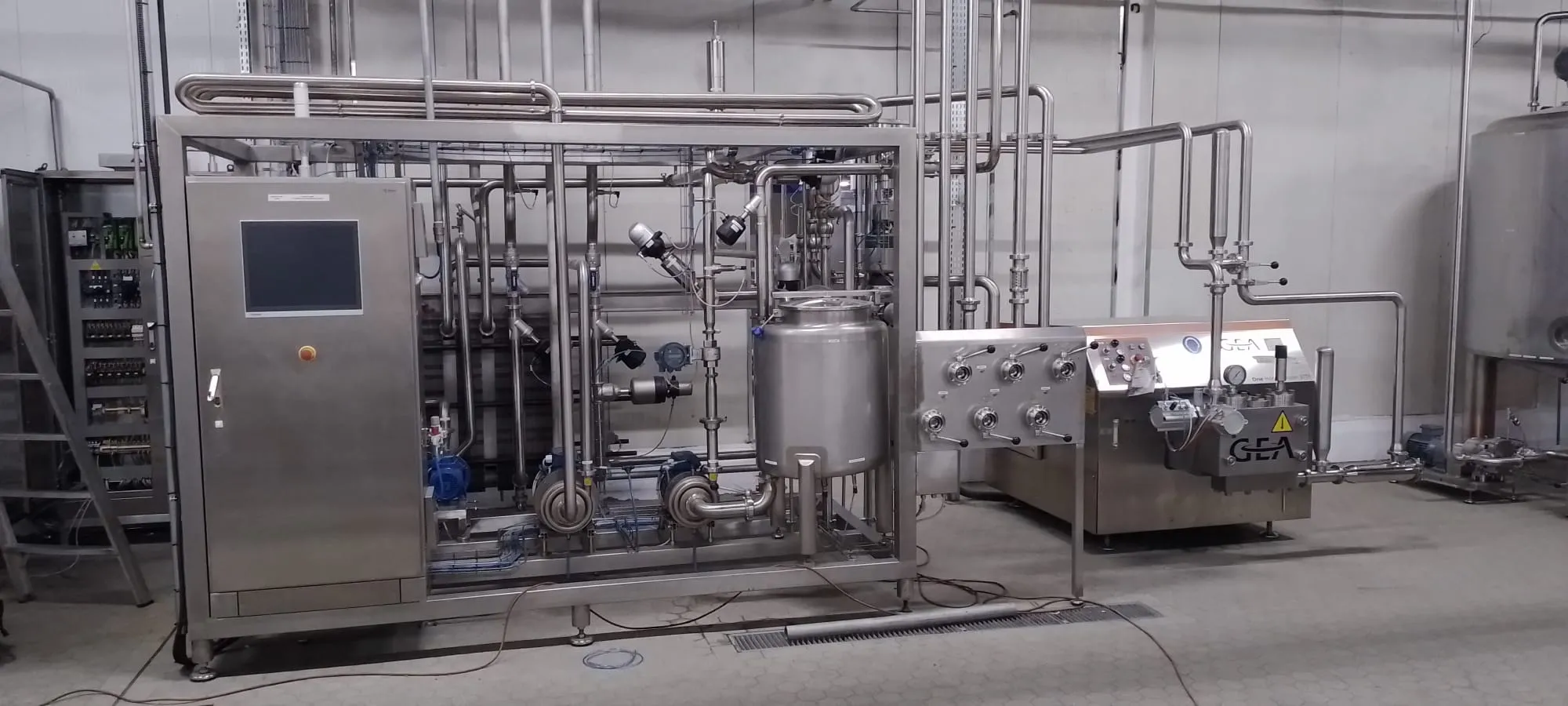
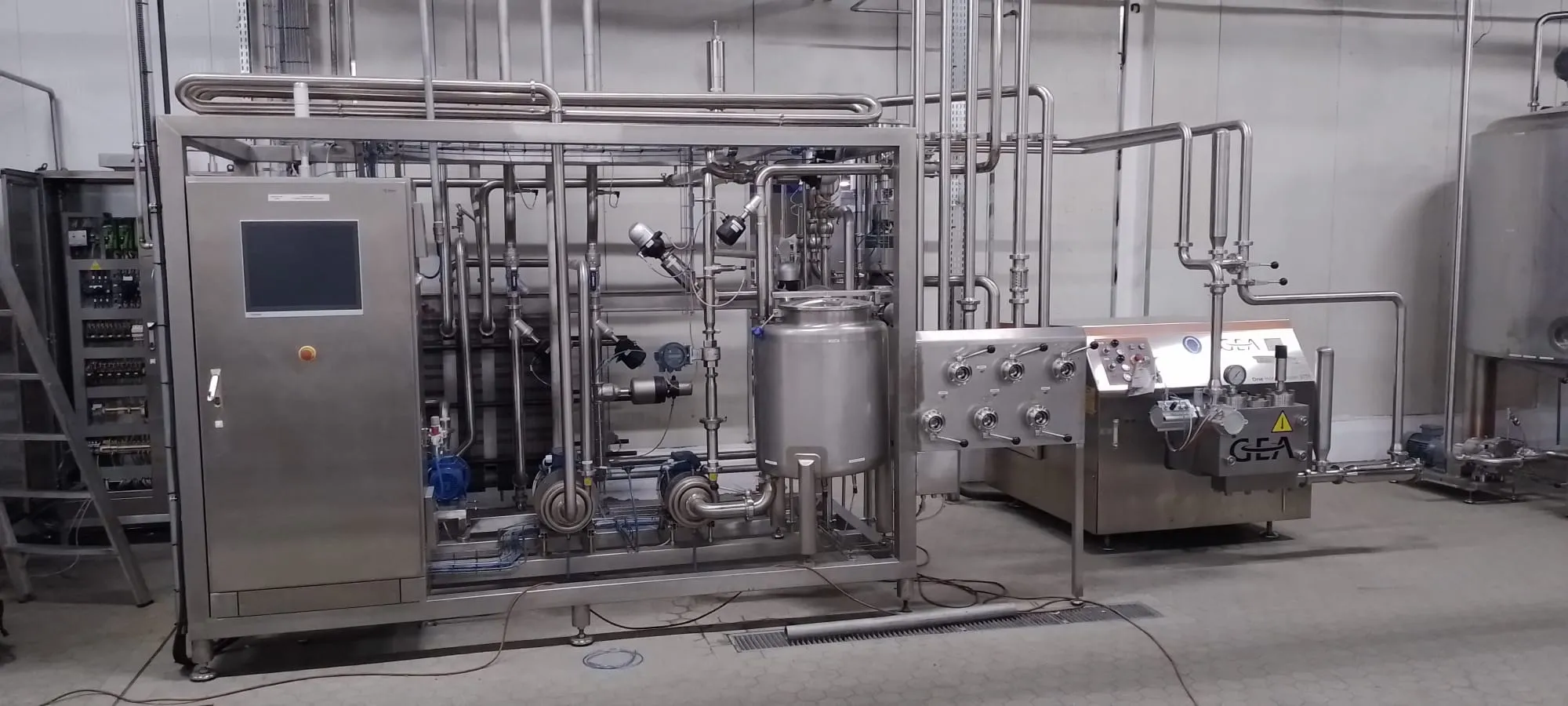
Ideal Process automatic pasteurizers are structurally balanced tank, product pump, flowmeter, plate heat exchanger bundle, automatic diverting valves, hot water preparation exchanger, holder, temperature, pressure, level sensors, CIP module and equipment, automatic It includes basic elements such as process water supply valve, ice water valves, PLC and touch control panel. These components ensure reliable management of the pasteurization process by eliminating user errors, while reducing operating costs by saving time and energy. It supports the principle of sustainability by adopting an environmentally friendly approach with heat recovery of up to 90%.
In our pasteurizers, we use superior products such as GEA, Krohne, Endress Hauser, Kelvion, IFM, Beckhoff, Siemens, Beijer, SUDMO, JUMO, Samson. We use automation and control equipment of quality brands.
Pasteurizer capacities; It can vary between 500 lt/hour - 30,000 lt/hour.Basic machinery and equipment that can be operated in conjunction with the pasteurizer;
Plate Pasteurizer & Tubular PasteurizerCream Separator and/or Cream Standardizer
Deaerator
Homogenizer
Holder (closed or open tank holder systems)